≪ アズマ? メール・マガジン 8号 ≫
≪ 目次 ≫
第1章 縫い糸の基本など Q & A
簡単なことから、奥深い?質問まで。
≪ 種 類 ≫
Q1.ミシン糸(縫糸)の素材にはどのようなものがありますか。
≪ 物 性 ≫
Q2.スパン糸とフィラメント糸は 何が違うのか。
Q3.ミシン糸の太さと番手
Q4.ナイロン・ウーリー糸は、何M巻きですか。
Q5.ミシン糸等は、どの位の温度まで耐久できるのですか。
≪ 製造工程 ≫
Q6.ミシン糸の製造工程 概要
Q7.色が染められる糸は、綿糸しかないのですか。
Q8.後染め(製品染め)とは
Q9.カセ染色とチーズ染色とは何の事でしょう。
Q10. ダンカラー糸は、どのように染めているのですか。
≪ 良いミシン糸 ≫
Q11.理想的な ミシン糸とは
Q12.縫いの評価には、どんな項目が有りますか。
≪ その他 ≫
Q13.ミシン糸と手縫い糸
Q14.ロックミシンや3本針ミシンなどには、シリコーン液を入れる
上糸給油器が付いていますが、使用した方が良いのはどんな時
ですか?
第2章 技術ガイド ≪ ミシン針(3)「各部名称」 ≫
≪ 参考文献 ≫
≪ 編集後記 ≫
++++++++++++++++++++++++++++++++++++++++
第1章 縫い糸の基本など Q & A
簡単なことから、奥深い?質問まで。
Q1.ミシン糸(縫糸)の素材にはどのようなものがありますか。
天然繊維
1.植物繊維 = 綿、麻類、
2.動物繊維 = 絹、
3.鉱物繊維 = 現在 縫糸として流通していません。
化学繊維
1.再生繊維 = レーヨン、ポリノジック
2.半合成繊維 = 現在 縫糸として流通していません。
3.合成繊維 = ナイロン、ポリエステル、ビニロン、
ポリプロピレン、
4.アラミド繊維 = 芳香族ポリアミド の総称
パラ系アラミド繊維 = ケプラー、テクノーラ、トワロン、
メタ系 〃 = ノーメックス、コーネックス、
5.炭素繊維 = 静電防止糸などに撚り込んで利用。
6.無機繊維−金属繊維。ガラス繊維、他
Q2.スパン糸とフィラメント糸は 何が違うのか。
【スパン糸】
短繊維を 紡績して作った ミシン糸。
・「絹」以外の天然繊維は、動物性(獣毛)・植物性を問わず全て短繊維であり、
紡績糸として作られます。
・ 天然繊維ミシン糸の代表は、綿カタン糸です。
エジプト綿、並びに 毛足の長い良質綿によって作られています。
・ 衣服縫製ミシン糸として、代表的なものにポリエステル・スパン糸があります。
・ モデルの「綿カタン糸」同様の風合いに、表面が毛羽立っております。
38〜51mm程度にカットされたポリエステル短繊維(ステープル)を紡績して
作られます。
毛羽の効果で、摩擦熱防止効果が高く、縫製時の針の温度低減に役立ちます。
オルガン針様発表では、#50フィラメント糸に比べ #50スパン糸による
同条件縫製で、針の温度が50℃前後 低下することが測定されています。
布地へのフィット性も高く、ルイス纏(まつ)りの糸抜けなども抑えらます。
【フィラメント糸】
天然繊維には、「絹」以外に長繊維は存在しません。
・ 絹糸のように、1本が、1,000m以上の長い繊維からなる糸。
= 化学・合成繊維は、実質エンドレスです。
・ 通常、長繊維の撚り糸(マルチ・フィラメント糸)として製造されます。
単糸(モノ・フィラメント糸)も存在します。 (例) 釣り糸 など
・ 合成繊維の生産に伴い、絹糸をモデルにした、フィラメント糸が作られました。
・ 外観上は、「絹糸」同様に光沢の有る風合いになっております。
・ スパン糸に比べ、
同素材・同じ太さの場合には、引っ張り強度が高く、伸度も大きい。
表面に毛羽立ちなどは一切ありません。
その分≪滑り≫が良いため、ルイス纏(まつ)りの抜け等には不利のようです。
・ デリケートな素材にたいして≪滑り≫が良い分 絡みや摩擦がなく、引き傷を
つけたりする事故の発生の確率は、下記と相まって、かなり低いと思われます。
また、丈夫な分 細い糸 そして細いミシン針を選択出来ることは、婦人服で
難素材を加工する上に、大きな長所と言えます。

スパン#20(x150)

フィラメント#20(x200)
Q3.ミシン糸の「太さ」と「呼び(番手)」=糸の太さの比べ方。
(「縫糸ハンドブック」参照)
?.繊度(太さ)
糸の太さは、「長さ」と「重さ」の関係で表します。
*表示方法は、長さを基準にした「恒長式」と
重さを基準にした「恒重式」があります。
○ 恒長式 フィラメント糸の「呼び」です。
1.デニール(D)
9,000mの長さで 1gの重さの糸を 1デニール、
2gの 〃 2デニール。
2.テックス(tex) テックスは、国際単位(ISO)です。
1,000mの長さで 1gの重さの糸を1テックス、
2gの 〃 2テックス。
☆ 通常は、1/10の単位『デシテックス(dtex)』で用いられる例が多い。
10,000mの長さで 1gの重さの糸を1デシテックス、
2gの 〃 2デシテックス。
○ 恒重式 紡績糸の「呼び」です。
1.英式綿番手(E C C) (主に綿糸・化学繊維の紡績糸に使用)
1ポンド(453g)の重さで
840ヤード(768m)の長さの糸を1番手、
1680ヤード(1,536m) 〃 を2番手。
2.英式麻番手 (麻糸に使用されます。)
1ポンド(453g)の重さで
300ヤード(274m)の長さの糸を1番手、
600ヤード(548m) 〃 を2番手。
3.メートル番手 毛番手(主に毛糸・ウール・紡毛糸に使用)
1000gの重さに対して
1000mの長さの糸を1番手、
2000m 〃 を2番手。
?.呼び(番手)のこと。
日本工業規格(JIS)が定めた糸の太さを表す単位。
フィラメント糸、紡績糸の各々について、「呼び」の総繊度の範囲が規定されて
います。
フィラメント糸と紡績糸では、同じ「呼び」でも、総繊度が異なります。
= 太さが違うという事です。注意が必要。
『フィラメント糸の「呼び」と 総繊度』
呼び 総合繊度(dtex)
# 8 978〜1100
#20 660〜801
#30 440〜534
#50 220〜267
#60 155〜190
#80 117〜150
#100 99〜112
『カタン糸(紡績糸)の「呼び」と「総繊度」』
○ 呼び(カタン番手)の計算法。
![]()
原糸番手60番で3本撚の場合 60x3/3 = 60番手。
〃 40番で2本撚でも 40x3/2 = 60番手です。
( 下記 一覧表も 参照 )
○ 但し、「呼び」は日本だけの表示です。
例えば、コーツでは「Ticket No.」で表示しており
日本の60番手は、Ticket No.#120
50番手は、 〃 # 90
30番手は、 〃 # 60 に相当します。
○ 総繊度(dtex)の算出
![]()
「呼び」 =カタン番手(紡績糸番手)
「原糸番手」=英式綿番手
「合糸数」:双子=1x2 三子=1x3 四子=1×4(or 1x2x2)
++++++++++++++ *************** ++++++++++++++++
呼び 原糸番手(dtex) 合糸数 総合繊度(dtex)
#8 20s 300 4 1200
#20 20s 300 3 900
#30 30s 200 3 600
#40 40s 145 3 435
#50 50s 120 3 360
#60 60s 100 3 300
#80 80s 74 3 222
#100 64s 64 2 185
Q4.ナイロン・ウーリー糸は、何M巻きですか。
約 8、000 m / 200g
ポリエステル・ウーリー糸は 比重が重い分 短くなります。
Q5.ミシン糸は、どの位の温度まで耐久できるのですか。
素材の溶融点・軟化点により、スパン:フィラメント糸に関係なく決定されます。
溶融点=溶ける温度 が問題になりますが、縫糸としては軟化点=軟らかくなる温度 のほうが重要と思います。

Q6.ミシン糸の製造工程 概要 (「縫糸ハンドブック」)
? フィラメント品種 =(下)撚糸 ⇒
「Filament−Fiber」を引き揃えて右(S)撚り⇒「単糸」をつくる。
⇒ 合糸→(上)撚糸 ⇒ 撚止め ⇒ 染色工程
? スパン品種 =紡績(カーディング・コーミング→練条→粗紡・精紡等)=
ステープル引き揃え,右(S)撚りを加えて紡績 ⇒「単糸」
=(下)撚糸 ⇒ 合糸→(上)撚糸 ⇒ 撚止め ⇒ 染色工程
? ウーリー品種 =加撚→セット→解撚 ⇒ 合糸→撚糸 ⇒ 染色工程
嵩高性を付与。
・合糸→(上)撚糸
下撚り:右(S)撚りした「単糸」を数本合わせ、
上撚り:左(Z)撚りして、(染色前の)縫糸にします。
(説明における撚り方向は、ミシン糸の例です。)
『染色工程とその後』
◎ 現在 主流になっている、ポリエステルの染色方法で説明します。
<染色> 糸形態 = チーズ巻 ( または カセ )
↓ 染料 = 分散染料 = 高圧染色機で、130℃
↓ 時間は、白・パステルカラー:10分 〜 濃色・黒:60分
↓
<R/C 処理> 表面に残留した染料等を洗浄。
↓
<染色機中のオイリング> 静電防止や平滑性を付与します。
↓
<色合せ> 目視判定 C C M 判定
↓
<分巻き> 巻きながら、オイリング
↓
<製品に整え> ラベル貼り。袋入れ。箱入れ。
Q7.色が染められる糸は、綿糸しかないのですか。
・ ほとんどの糸は、染色されて、色糸になります。
・ そのことからいえば、染められない糸は、よほど特殊な糸になります。
炭素繊維・アラミド繊維(最近、染色糸が発表されました)など。
・ 一般的に「後染色」するアイテム。洗濯で脱色する狙いの製品。後加工を
企画する場合には、木綿素材(デニム地等々)を使用することが圧倒的に
多いのも事実です。そのため 縫糸も同じ素材である綿糸を使用します。
Q8.後染め(製品染め)とは
・ 製品に仕上げてから色を染める方法のことです。
・ 後染め(製品染め)に使用される縫糸は、基本的には製品と同素材(繊維)の糸であれば染色可能ですが、試験染めを行ってからの使用をお勧めします。
下記 染料と繊維の染色性を参考にしてください。

Q9. カセ染色とチーズ染色とは何の事でしょう。
☆ 糸を染色する時の染色法です。
<カセ染色>
・ カセの状態で、染色剤浴をするように染めます。
カセ染色のほうが、染色法としては、基本的に無理がなく、その分、
収縮率・染色性、含有率などに、均一性が高いとされています。
・ ただ、工業的には、生産性の向上が図りにくい。
<チーズ染色>
・ 糸コーン(正確には染色に適した巻き方です)のような形状の糸に、
ポンプなどで染料を強制循環する形で染色します。
・ 染色均一性では、一歩譲りますが、生産性が高く、工業用糸には欠かせない
手法です。手作業の工程などが少なく、また一度に、大量処理が可能なため。
・ パッケージの形状、巻密度さらに透水性の変化などを考慮して、ポンプ圧や
流量を保つことにより、染色ムラや風合い不良等を防止し、均一性の向上が、
図られています。
・ 現在、ミシン用縫糸は、多くがこの方法によっています。
Q10. ダンカラー糸は、どのように染めているのですか。
<ダンカラー> 一本の糸が 数センチごとに いろいろな色に染められて
います。(レインボー・カラー)
スパン糸 フィラメント糸 各種番手があります。
詳しくは、営業社員にお問い合せ下さい。
『 いくつか方法があるようですが 』
・ 代表的な方法は、
1. 枷(カセ)にした糸を、平面に並べ、
2. その上に数センチに仕切られた枠を載せ、高圧釜にいれます。
3. それぞれの仕切に、染料を入れ、
4. 高温・加圧して、染色する。
・ 染めたくないところを、糸でしっかり縛る「絞(しぼり)染め」のような手法も
あります。
Q11.理想的な ミシン糸とは (「縫糸ハンドブック」参照)
1.糸切れしないこと。
2.縫製中に調子が安定していること。
3.目飛びしないこと。
4.物性、色相、平滑性の経時変化が無いこと。
5.外観が美しいこと。
6.パッカリングをおこさないこと。
7.熱収縮が少ないこと。
8.縫目強力の劣化が無いこと。
9.色落ちしにくいこと。
◎ 適度な「伸び」があること。
◎ 適度な「しなやかさ」があること。
◎ スナールやキンクが不適なほど発生しないこと。
(参考)スナール:糸の撚りが、強すぎたり、アンバランスなため、
糸がくるくると絡まるようにもつれる現象。
キンク :糸が硬いため 小さい玉を形成し、針金が折れたように
なってしまう現象。
☆ 低伸度の綿カタン糸が理想とされることが多いようです。
Q12.縫いの評価には、どんな項目が有りますか。
(「縫糸ハンドブック」参照)
1.パッカリング 2.縫いずれ
3.縫い伸び 4.布よじれ
5.地糸切れ 6.縫いやすさ
7.糸切れ 8.糸締り
9.ルーピング 10.縫い傷
11.縫い目の美しさ 12.目飛び
13.空縫い
◎ ミシン糸の「可縫性」について
?パッカリング、?糸切れ、?糸締り、?ルーピング、?目飛び、に関係があり、
主に ?糸切れ、?目飛びが無く 縫い目が美しいことを
「可縫性」が良いといいます。
Q13.ミシン糸と手縫い糸
ミシンに掛けて用いる糸を「ミシン糸」
縫製目的により、異なった種類のミシンがあり、ミシン糸もこれらの性能に
適したものが要求されます。
太い糸を使うものは、バッグ・靴・自動車シートなど。
高速縫製の布帛やメリヤスなどには、細番手スパン糸が多く使われます。
細い糸が好ましい婦人服には、細番手のフィラメント糸が使われます。
手縫いに使用する糸を「手縫い糸」
多くは、ミシン糸に比べ、カード巻きや少ボビン巻きとなり、利便性を図って
います。
≪ 基本的な違い = 撚りの違い ≫
ミシン糸は、左(Z)撚りが 基本です。
稀に 2本針ステッチ用として、右(S)撚りのミシン糸も見られますが。
手縫い糸は、右(S)撚りが 基本です。
右手で、運針した時に 撚りがさばきやすいためと言われております。
「ミシン糸」で、手マツリ作業などをしますと、絡みやキンクが生じ、
使いづらいのは ここに起因していると言われています。
Q14.ロックミシンや3本針ミシンなどには、シリコーン液を入れる
上糸給油器が付いていますが、使用した方が良いのはどんな時
ですか?
基本的には、上糸とミシン針の潤滑と針熱の冷却が目的です。
針熱が上昇しますと、ミシン糸のみならず、生地の地糸も素材によっては、
溶断し、地糸切れも起こします。ニット系素材は、重大事故になります。
糸、針が潤滑ですと、貫通抵抗なども減少し、縫いの安定にも繋がります。
この装置が付いているミシンは、対象がデリケートな素材や、高速縫の
機種であると思われます。
出来れば 日常的にオイルを使用されたほうが良いと思います。
難素材・高速縫いをする場合には、積極的に活用すべきでしょう。
・ 注意すべきは 過剰な添加による「油シミ」です。
・ 日常使用していないミシンでは、タンクに注入しただけでは、必要分
染み出ません。 糸・針の触るフェルト部分にも、直接注油します。
・ ロックではオイル・タンクが複数付いているのが普通です。
注油忘れの無いように。
第2章 技術ガイド
≪ ミシン針(3) 「各部名称」 ≫
前2回を 読み返して見ますと、針に付いての、基本的な説明が無い為、
解かり難い部分がありました。今回 遅ればせながら、このテーマにさせて
いただきました。(*=オプションの設定)
針は、現物をルーペで観察しましょう!!
≪ 針 柄(え) (針 軸)(シャンク)≫ Shank
ミシンの 針棒に差し込む取り付け部分です。 通常 最も太い部分になります。
「針軸」は「針幹」と混同しやすいので「針柄」というほうが好きです。
≪ 針 幹(かん) (ブレード)≫ Blade
俗に「針の軸」などとも言う、針の基幹となる部分。
「表溝 Long-groove」
糸の通る溝です。針穴まで通ります。
糸に合った針を選ぶとき、「針穴」と共に、大切な要素です。
「裏溝 Short-groove」
環縫(ニット用)主体に開発された針は、エグリ側にも溝があります。
環縫では、ループ形成に、「裏溝」が糸の通り道として必要なためです。
溝のない針に比べ、2番手程「曲げ強度」は落ちます。
「テーパーブレード」
針幹がテーパーにしてあります。「−NY2」「DCx27」等、増加方向。
針振れが少なく、目飛び・針折れ・針温度に有利。
「針幹が標記より細い針」
「KN」「SF/NS」は、針幹が、標記より約0.8〜1.6番手細い。
≪ 針 穴(糸 穴)≫ Needle eye
糸に合った針を選ぶ上で、最も大切な要素です。
「LE」は、標準より2番手大きい「針穴」の針です。
≪ エ グ リ(スカーフ)≫ Scarf
エグリ部位で形成される糸ループを、釜の剣先で取らせるための重要な個所です。
各社が、技術と特長を持ちます。 Ex. クリフスカーフ = 舟形エグリ
≪ 針 先 形 状 ≫ Needle point
針穴横の部分より針先までの 針の形状を 言います。( 針の先端を除く )
オルガン針?の特長が現れています。
「標準( レギュラー )」形状
DBx1の 標準の「針の先形状」
「ややスリム」形状
針穴上部から針先までを、やや細くなるように絞込み、スリムにした。
DBx1「S*」 = 針先端は「J」ボール・ポイント
DBx1「SPI*」=「S」ポイント同形:針先端は「SPI」
「スリム・ロング」形状
針穴横から針先までを1番手以上細くし、かつ延伸して、貫通抵抗を抑える。
DBx1―KN / ―SF ( 針先端「J」 )
―NS( 針先端「SPI」 ) シリーズなど。
≪ 先 端 部(ポイント)≫ Tip of the Point
文字通り 針の最も先の部分。 生地を貫通し、針と糸を導く、重要な部分です。
「尖(とん)がり形状」
「R」= 標準の針で 全ての針の原型になっております。
正規形状(レギュラー・ポイント)
「SPI」= 先端部が スリムで鋭い。= 「NS」「SPI*」
「ボール・ポイント形状」
「J*」= 実質 一番小さいボール・ポイント =「S*」「KN」「SF」
「B*」「U*」「Y*」=太めの糸で編まれるニット地に使用されます。
「Q*」= 先端が欠けにくい、尖がり先端「R」と考えた方が安全。
≪ 針の主要寸法 ≫
A : 針柄(針軸)の直径(φ)寸法
D : 針軸頭頂部より 糸穴の上端までの 長さ
A・Dが一致していれば、ほぼ同じグループの針と言える。
環縫い系の針でも本縫で使えることが多い。
逆は、リスクが有ります。( 針幹項「裏溝」参照 )
N : 針柄の長さ。長いほうが、針振れが少なく目飛びしにくい。
E : 針の全長。 環縫いミシンでは、糸取りタイミングに関わる。
ミシン針 各部の名称 参照図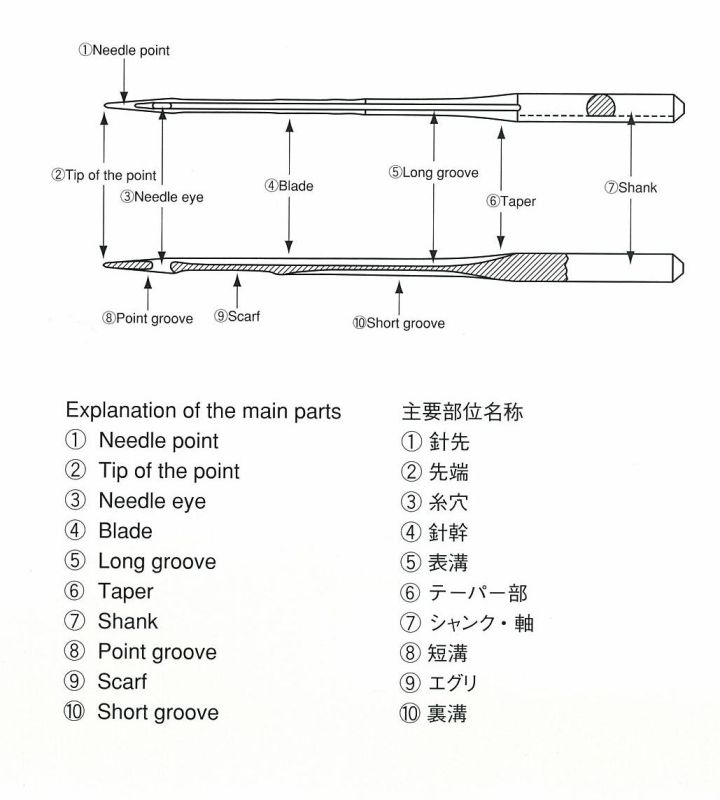
≪参考文献 等≫ ******************************
「縫糸ハンドブック」平成12年 第2刷 東京糸問屋共同組合 発行
大変 優れた参考書。ミシンやニット編み。織り組織など、あらゆる項目を
網羅。著者も編集スタッフもその道のプロ。 発行元、残部僅少。
A4版 290ページ @¥3,900_(税込み・送料込み)
お申込は弊社営業社員に!!( 支払手数料は、ご負担願います。)
「オルガン針? 赤表紙」=ユーザーカタログ
「ミシン針の話」は継続したいと思います。
日常の参考資料にも、大変役立ちます。弊社営業社員にお申付け下さい。
近日中には、オルガン針?様より、新しいカタログが発行予定です。
「オルガン針? 様 HP 」
http://www.organ-needles.com/japan/index.html
同 ミシン針・電子カタログ
http://www.organ-needles.com/japan/product/index.html
≪ 編集後記 ≫ **********************
今回は社内外の『糸に付いての疑問に、解かりやすく?答える』特集
という「メル・マガ」にしてみました。しかし 残念ながら、字が多く
『大変解かりづらい』特集になってしまいました。ご勘弁下さい。
糸の話には、専門家レヴェル?の話も入っています。
“薀蓄(うんちく)話”にどうぞ。
新年を迎えたと思いましたら、「あっ」と、言う間も有ればこそ。
桜花・桃李も遠くなり、周辺では、ツツジ・藤花も過ぎました。
いよいよ菖蒲(あやめ)・杜若(かきつばた)の季節が廻り来ました。
大変な時節ではありますが、未来に向けた芽も、いくつか探せる今日この頃です。
皆様には、お体を大切に、元気よくお過ごし下さい。
また 物作りのサポートとして、縫製研究室では、お客様よりお預かりした
生地の試縫い等をいたしまして、その素材に合った、縫製条件などの提案を
させて頂いております。(原則 手数料はいただきません。)
また お急ぎの場合は、電話・メールによる相談もお受け致します。
物作りに必要な情報を、お客様と共有いたしまして、問題解決の一助と
なれれば幸いです。
アズマ 株式会社 ホーム・ページ
http://www.azuma-jpn.com/
縫製研究室 ブログ
http://blog.azuma-jpn.com/
メールによる 各種 お問合せ・お申込(含:縫製研究室)
http://www.azuma-jpn.com/cgi-local/feedback/mail/form.cgi
平成21年5月 アズマ株式会社 縫製研究室 浅川 幸夫